
Melegpréselés utókezelés 3D nyomtatás folyamatos szénszállal erősített hőre lágyuló műanyag
Melegsajtolás utáni megmunkálás
| Noha a klasszikus olvasztott lerakódási formázási eljárásnak (FDM) sajátos előnyei vannak a bonyolult szerkezeti alkatrészek gyártásában, az e technológiával gyártott alkatrészeknek még mindig vannak elégtelen szilárdságú és alacsony hőállóságú problémái. |
A termék szilárdságának növelése érdekében a könnyű, nagy szilárdságú szálerősítésű anyagok használata nagyon hatékony módszer. Egyes kutatók apróra vágott szálakat gyantaanyagokba kevernek és szálerősített huzalokat dolgoznak fel az FDM számára. Bár az ilyen aprított szálerősítésű huzalok által örökölt tipikus FDM folyamatnak az az előnye, hogy összetett geomorf komponenseket képez, a termék szilárdságának növelése nem túl nyilvánvaló, és nem képes megfelelni az elvárt magas szilárdsági követelményeknek . Az aprított szálerősítésű anyagokkal összehasonlítva a folyamatos szálerősítésű anyagok nagyban növelhetik a termék szilárdságát, de a szál folyamatos korlátozása miatt az öntési módszer nem képes komplex szerkezeti részek kialakítására.
A folyamatos szálerősítésű formázás fent említett problémájának megoldása érdekében a japán középiskola MY és YK kutatói új típusú extrudáló fúvókák tervezésére és gyártására szakosodtak (1. ábra).
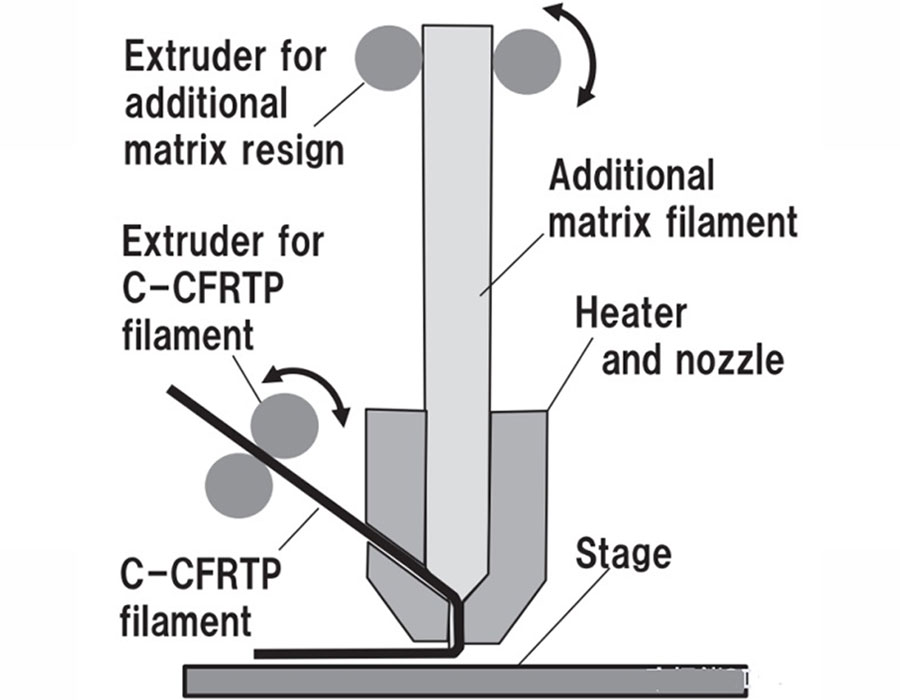
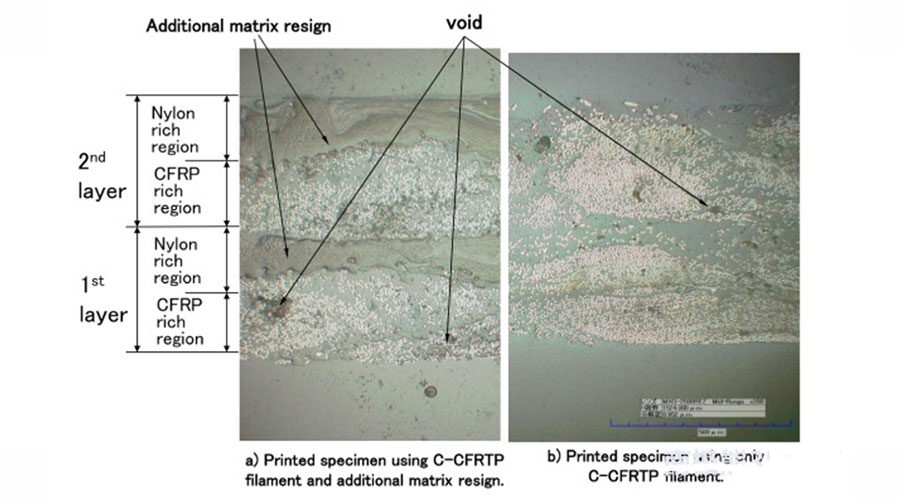
A hagyományos folytonos szálerősítésű berendezésektől eltérően a fúvóka két adagolóeszközt használ a folyamatos szénszállal erősített hőre lágyuló műanyag huzal és további gyanta huzal előtolásának vezérléséhez. Az általuk használt, folyamatos szálerősítésű hőre lágyuló huzal PA6-os tekercselésű, 0.3 mm átmérőjű szénszálból készült huzal, ahol a Vf szénszál-térfogat-tartalmat 50% -ban szabályozzák, és a további gyanta anyaga 645 nylon. a fúvóka által kinyomtatott réteg keresztmetszetet a 2. ábra mutatja. Az egyrétegű alsó rész folyamatos szálerősítésű hőre lágyuló műanyag, a felső része pedig további gyantaanyag. Mint az ábrán látható, a további gyantaanyag pótolhatja a szálerősítést. Az anyag kifolyása csökkenti az üregképződést a nyomtatás során.
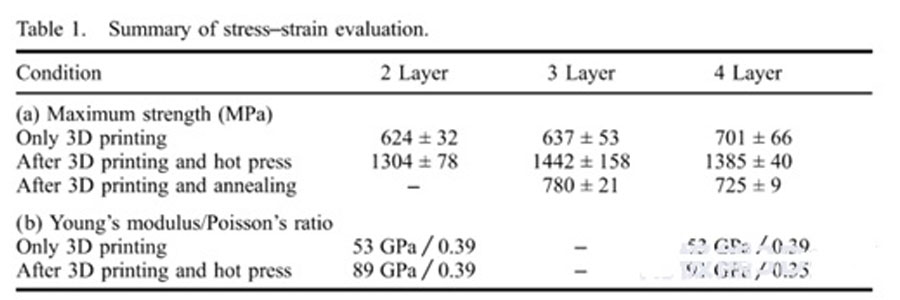
Ezenkívül MY és YK az általuk kifejlesztett berendezéseket használták a szakító minták előkészítésére és mechanikai szakítóvizsgálatoknak vetették alá. A vizsgálati eredmények azt mutatták, hogy a minták E rugalmassági modulusa elérte az 53 Gpa-t, a Poisson-arány γ 0.39 és a szakítószilárdság σb 701 MPa.
MY és YK megfigyelései szerint azt feltételezték, hogy a belső pórusok megléte az öntött rész egyetlen rétegében nagyon jelentős hatással volt a termék mechanikai tulajdonságaira, és feltételezték, hogy később meghatározták a hőkezelési folyamatot a minta melegítésére szolgáló anyag jellege szerint. És forró préselés a belső porozitás kiküszöbölésére. Az eredmények azt mutatták, hogy a hőkezelés nem javította szignifikánsan a minta szakítószilárdságát (20%), de a forró préselés után a minta rugalmassági modulusát és szakítószilárdságát megduplázták a kezeletlen mintához képest. A kutatók úgy vélik, hogy a forró préselési eljárás megszünteti az egyrétegű pórusokat, és a termék mechanikai tulajdonságainak ilyen jelentős növekedését eredményezi.
Hivatkozások:Yamawaki, M., &Kouno, Y. (2018). Folyamatos szénszál erősítésű hőre lágyuló műanyag gyártása és mechanikai jellemzése előforma segítségével háromdimenziós nyomtatással és melegsajtolással. Advanced Composite Materials, 27(2), 209-219. doi: 10.1080/09243046.2017.1368840
Link a cikkhez : Melegpréselés utókezelés 3D nyomtatás folyamatos szénszállal erősített hőre lágyuló műanyag
Nyilatkozat újranyomtatása: Ha nincsenek speciális utasítások, akkor az oldalon található összes cikk eredeti. Kérjük, adja meg az újranyomtatás forrását: https: //www.cncmachiningptj.com/,thanks!
 A PTJ® az Custom Precision teljes skáláját biztosítja CNC megmunkálás Kína szolgáltatások. ISO 9001: 2015 és AS-9100 tanúsítvánnyal. 3, 4 és 5 tengelyes gyors pontosság CNC megmunkálás szolgáltatások, beleértve a marást, az ügyfelek igényeinek kielégítését, Fém- és műanyag alkatrészek készítése +/- 0.005 mm tűréssel. Másodlagos szolgáltatások közé tartozik a CNC és a hagyományos csiszolás, fúrásöntés,fém lemez és a bélyegzés. Prototípusok, teljes gyártási futtatások, technikai támogatás és teljes körű ellenőrzés biztosítása autóipari, légtér, penész és lámpatest, led világítás,orvosi, kerékpár és fogyasztó elektronika iparágak. Időben történő szállítás. Mondjon el egy kicsit a projekt költségvetéséről és a várható szállítási időről. Önnel fogunk stratégiát kötni, hogy a lehető legköltséghatékonyabb szolgáltatásokat nyújthassuk a cél elérése érdekében. Üdvözöljük a Kapcsolat ( sales@pintejin.com ) közvetlenül az új projektjéhez.
A PTJ® az Custom Precision teljes skáláját biztosítja CNC megmunkálás Kína szolgáltatások. ISO 9001: 2015 és AS-9100 tanúsítvánnyal. 3, 4 és 5 tengelyes gyors pontosság CNC megmunkálás szolgáltatások, beleértve a marást, az ügyfelek igényeinek kielégítését, Fém- és műanyag alkatrészek készítése +/- 0.005 mm tűréssel. Másodlagos szolgáltatások közé tartozik a CNC és a hagyományos csiszolás, fúrásöntés,fém lemez és a bélyegzés. Prototípusok, teljes gyártási futtatások, technikai támogatás és teljes körű ellenőrzés biztosítása autóipari, légtér, penész és lámpatest, led világítás,orvosi, kerékpár és fogyasztó elektronika iparágak. Időben történő szállítás. Mondjon el egy kicsit a projekt költségvetéséről és a várható szállítási időről. Önnel fogunk stratégiát kötni, hogy a lehető legköltséghatékonyabb szolgáltatásokat nyújthassuk a cél elérése érdekében. Üdvözöljük a Kapcsolat ( sales@pintejin.com ) közvetlenül az új projektjéhez.

- 5 tengelyes megmunkálás
- CNC-marás
- CNC esztergálás
- Megmunkáló iparágak
- Megmunkálási folyamat
- Felületkezelés
- Fém megmunkálás
- Műanyag megmunkálás
- Por kohászat penész
- Die Casting
- Alkatrészek Galéria
- Autó fém alkatrészek
- Gépalkatrészek
- LED hűtőborda
- Épület alkatrészek
- Mobil alkatrészek
- Orvosi alkatrészek
- Elektronikus részek
- Személyre szabott megmunkálás
- Kerékpár alkatrészek
- Alumínium megmunkálás
- Titán megmunkálás
- Rozsdamentes acél megmunkálás
- Réz megmunkálása
- Sárgaréz megmunkálás
- Szuperötvözet megmunkálás
- Kukucskáló megmunkálás
- UHMW megmunkálás
- Egyedi megmunkálás
- PA6 megmunkálás
- PPS megmunkálás
- Teflon megmunkálás
- Inconel megmunkálás
- Szerszámacél megmunkálása
- Több anyag




